





چگونه با وسایل اندازه گیری صنعتی کار کنیم؟
اندازه گیری برای هر عملی که انجام میدهیم واجب است. اما وقتی به موارد صنعتی میرسیم همه چیز فرق میکند. اندازه گیری در صنایع نقش بسیار پر رنگی ایفا میکند. شما با یک اندازه گیری دقیق میتوانید یک طراحی بی نقص انجام دهید که در نهایت باعث میشود محصول نهایی به بهترین شکل ممکن عمل کند. شرکت صنعتی پارتینه در ادامه برای شما آموزش کار با سه وسیلهی پرکاربرد اندازه گیری در صنعت را آورده است.
نحوه اندازه گیری با کولیس
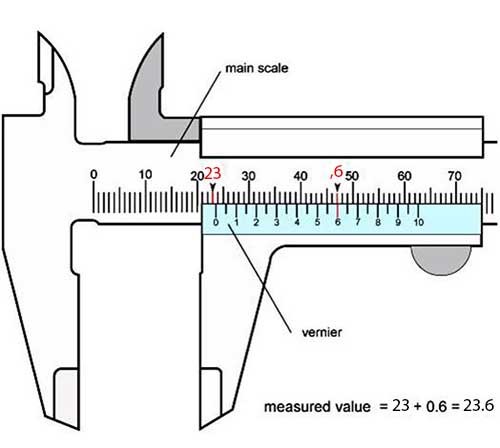
یکی از ابزارهای اندازه گیری رایج در صنایع گوناگون کولیس است که کار با آن بسیار ساده است. برای شروع کار ابتدا باید از تمیز بودن فکها و انطباق آن ها روی هم مطمئن شوید. برای تمیز کردن فکها از پارچه کمک بگیرید. سپس قطعهی مورد نظر را به طور دقیق بین فکهای کولیس قرار داده و از تماس آنها با قطعهی مورد نظر مطمئن شوید. اکنون پیچ ثابت کننده فک را سفت کنید تا اندازه تغییر نکند. سپس به سراغ خواندن کولیس بروید. نکتهی بسیار مهم در اندازه گیری با کولیس، دانستن میزان دقت ان است که به راحتی قابل محاسبه است. برای این کار کافیست تا 1 را بر تعداد تقسیمات ورنیه تقسیم کنید. برای مثال اگر ورنیه کولیس شما به 50 قسمت تقسیم شده، دقت آن 0.02 میلیمتر خواهد بود. در شکل زیر ورنیه کولیس دارای 20 قسمت است که نشان دهنده دقت 0.05 میلیمتر است.
ابتدا عددی را که خط صفر قسمت متحرک نشان میدهد را بخوانید و آن را به خاطر بسپارید و یا یادداشت کنید. برای مثال در تصویر زیر، کولیس عدد 22 را نشان میدهد. این عدد، عدد اصلی است. حال برای بهدست آوردن قسمت اعشاری، با دقت خطهای قسمت متحرک و خطکش اصلی را برسی کنید تا خطی از قسمت متحرک را که برخطی از خط کش اصلی به طور کامل منطبق هست پیدا کنید. اکنون باید این عدد را در میزان دقت کولیس که در اینجا 0.05 میلیمتر است ضرب کنید. اگر چه در تصویر زیر عدد 6 را مشاهده میکنید، اما اگر کمی دقت کنید متوجه میشوید که ورنیه به صورت یکی در میان عدد گذاری شده است پس باید عدد 6 را در 2 ضرب کنید و پس از آن عدد 12 را در 0.05 که همان میزان دقت کولیس است ضرب کنید. اکنون عدد به دست آمده را با عدد اصلی جمع کنید. حاصل اندازه نهایی خواهد بود.
توجه کنید که هنگام خرید کولیس به کیفیت برند دقت داشته باشید و از برندهای شناخته شده مثل اینسایز استفاده کنید.
نحوه اندازه گیری با میکرومتر
میکرومترها بهترین گزینه برای اندازه گیری اجسام مختلف با دقت بسیار بالا هستند که کار با آنها ساده و آسان است. برای این کار ابتدا ورنیه را بچرخانید تا فکها کاملا بر یکدیگر منطبق شوند و پس از آن از صفر بودن میکرومتر مطمئن شوید. البته این کار برای میکرومترهایی با محدوده اندازه گیری 0-25 میلیمتر انجام میشود. برای صفر کردن میکرومترهای بالای 25 میلیمتر از گیج داخل جعبه میکرومتر استفاده کنید. سپس با چرخاندن ورنیه به صورت چپگرد فک متحرک را به عقب ببرید تا قطعهای که قصد اندازهگیری آن را دارید بین دو فک قرار گیرید. بعداز آن از طریق پیچ جغجغهای شروع به چرخاندن ورنیه به صورت راستگرد کنید تا قطعه مورد نظر در تماس با دو فک قرار گیرد. پس از هرزگرد شدن جغجغه و شنیدن صدای آن، چرخاندن را متوقف کنید. از قرار گیری صحیح قطعه بین دو فک اطمینان حاصل کنید. اکنون اگر قصد خارج کردن قطعه از بین فکها را دارید توسط اهرم قفل کن فک متحرک را در جای خود ثابت کنید تا پس از جداکردن قطعه، اندازه تغییرنکند. سپس به سراغ خواندن اندازه به دست آمده بروید.
ابتدا از روی استوانه مدرج مقدار صحیح عدد به دست آمده را ثبت کنید این مقدار با کمی دقت به محل قرار گیری لبه ورنیه مشخص میشود. اگر به درجه بندی روی استوانه دقت کنید، یک خط افقی را مشاهده میکنید که چندین خط عمودی با فاصله یک میلیمتر و به طور شمارهگذاری شده در بالای آن قرار دارند. حال دقیقا به همین ترتیب در پایین خط افقی چندین خط درست وسط خطهای بالایی قرار دارند که به شما این امکان را میدهند تا درجه بندیهای بالا را با فاصله 0.5 میلیمتر تفکیک کنید. سپس با دقت به درجه بندی روی ورنیه، خطی را که با خط افقی روی استوانه در یک راستا قرار گرفته پیدا کنید و عدد آن را ثبت کنید. برای درک بهتر بیایید تا طبق شکل زیر جلو برویم. در این تصویر لبه ورنیه بین 7 و 8 میلیمتر قرار دارد اما اگر بیشتر دقت کنید مشاهده میکنید که لبه ورنیه خط میانی را رد کرده است پس قسمت اعشاری از 0.5 میلیمتر بیشتر است. عدد 0.5 را هم ثبت کنید. اکنون به خط روی ورنیه که با خط افقی روی استوانه همراستا است توجه کنید. همان طور که مشاهده میکنید عدد 24 را نشان میدهد. در آخر اعداد به دست آمده یعنی 5، 0.5 و 0.24 را با هم جمع کنید. اندازه نهایی مجموع این اعداد یعنی 7.74 میلیمتر خواهد بود.

نحوه اندازه گیری با ساعت اندیکاتور
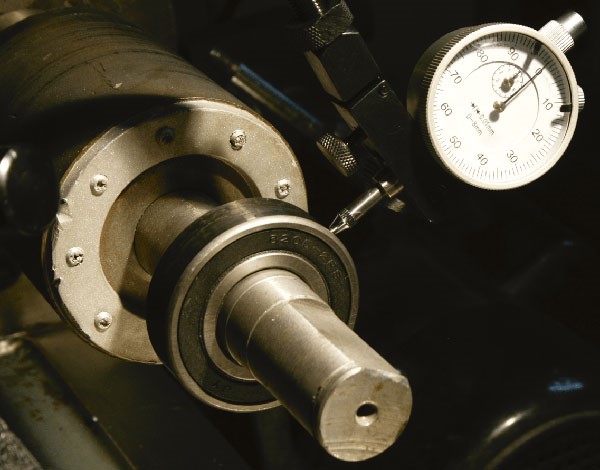
ساعت اندیکاتور بهترین وسیله برای اندازهگیری میزان لنگی محورها و همچنین اندازهگیری صافی سطوح مختلف است. برای به کارگیری ساعت باید از یک پایه برای ثابت نگهداشتن آن کمک بگیرید. ابتدا بیایید تا با صفر کردن ساعت شروع کنیم. برای اینکار کافیست تا صفحه ساعت را بچرخانید تا عقربه به طور کامل با خط صفر همراستا شود. این موضوع را در نظر داشته باشید تا با بالا رفتن میله ساعت، عقربه به صورت ساعتگرد و با پایین آمدن عقربه به صورت پاد ساعتگرد حرکت خواهد کرد. قبل از اندازهگیری با ساعتها، به دقت آن ها که بر روی صفحه آن درج شده توجه کنید. معمولا ساعت اندیکاتور اینسایز از دقت بالایی برخوردار است.
برای شروع ابتدا ساعت اندیکاتور را به پایه متصل کرده و میله ساعت را در زاویه صحیح و نوک آنرا در تماس با سطح مورد نظر قرار دهید. نکته بسیار مهم، میزان فشردگی میله ساعت در هنگام تماس با جسم است. دقت کنید تا این فشردگی نه آنقدر زیاد باشد که تا در قسمتی از کار به آخرین میزان خود برسد و نتواند ادامه مسیر را اندازهگیری کند و نه آنقدر کم باشد که در قسمتی از کار از سطح مورد نظر جدا شود. برای همین انتخاب ساعت مناسب با توجه به بازه اندازهگیری آن بسیار حائز اهمیت است. پس از قرارگیری ساعت در محل مناسب به سراغ صفر کردن آن بروید. اکنون ساعت آماده اندازهگیری است. اگر قصد اندازهگیری میزان لنگی یک میله یا محور را دارید با چرخاندن آن و اگر میخواهید صافی یک سطح را اندازه بگیری با حرکت دادن آن و مشاهده حرکت عقربه، اندازهگیری خود را ثبت کنید. توجه داشته باشید که این اندازهگیری باید روی دستگاههایی مانند دستگاه تراش و یا دستگاه فرز که خود دارای دقت بسیار بالایی هستند انجام شود تا اندازهگیری با بالاترین دقت انجام گیرد.











نظرات کاربران (0) ارسال نظر